
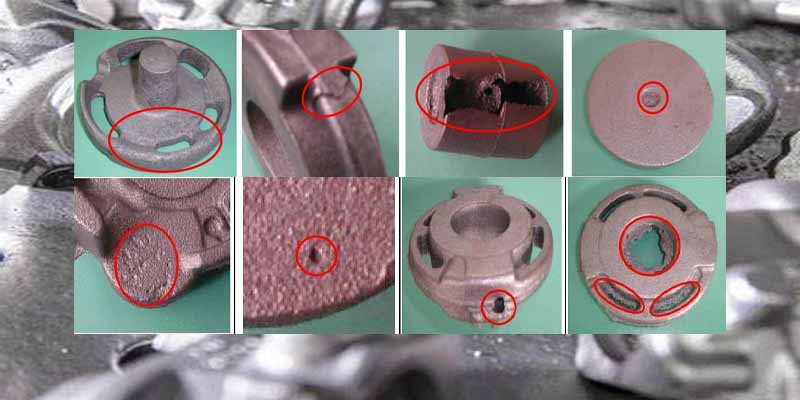
Fundición de defectos comunes, formación de causas y medidas preventivas
Agujeros de aire (Burbujas. Agujeros de estrangulamiento. Bolsas de aire)
Características:
Los agujeros de aire son agujeros que existen en la superficie o en el interior de la fundición, que son redondos. Ovalados o de forma irregular, a veces más de un orificio de aire para formar una masa de aire, la piel suele tener forma de pera. Agujeros de estrangulamiento son de forma irregular y tienen una superficie rugosa, bolsas de aire son una pieza de la superficie de fundición cóncava en, con una superficie más lisa. Ming inspección de la apariencia del agujero se puede encontrar, los agujeros de aire subcutáneos sólo se pueden encontrar después del mecanizado.
Causas de formación:
1. La temperatura de precalentamiento del molde es demasiado baja, y el metal líquido se enfría demasiado rápido al pasar por el sistema de colada.
2. Mal diseño del escape del molde, el gas no puede ser descargado suavemente.
3. La pintura no es buena, el propio escape no es bueno, o incluso el propio gas volátil o descompuesto.
4. Hay agujeros en la superficie de la cavidad del molde. Pit, inyección de metal líquido después de que el agujero. El gas en la fosa se expande rápidamente y comprime el metal líquido, formando un agujero de asfixia.
5. La superficie de la cavidad del molde está corroída y no se ha limpiado.
6. Almacenamiento inadecuado de las materias primas (núcleo de arena), sin precalentamiento antes de su uso.
7. Desoxidante deficiente, o dosificación insuficiente o funcionamiento inadecuado.
Métodos de prevención:
1. El molde debe estar totalmente precalentado, el tamaño del grano de la pintura (grafito) no debe ser demasiado fino y la permeabilidad al aire debe ser buena.
2. Utilice el método de vertido inclinado para verter.
3. Las materias primas deben almacenarse en un lugar ventilado y seco y precalentarse cuando se utilicen.
5. 5. La temperatura de vertido no debe ser demasiado alta.
Encogimiento (Contracción)
Características:
La contracción es un agujero superficial rugoso en la superficie o en el interior de la pieza fundida, la contracción menor es un número de pequeños agujeros de contracción dispersos, es decir, la contracción, la contracción o la contracción en el grano es gruesa. A menudo se produce en la pieza fundida cerca del bebedero interior. Raíz de la contrahuella. Piezas gruesas, pared del espesor de la transferencia y tienen un gran plano del espesor del lugar.
Razones de formación:
1. El control de la temperatura del molde no cumple con los requisitos de solidificación direccional.
2. Selección inadecuada de la pintura, las diferentes partes del control de espesor de la capa de pintura no es buena.
3. Piezas de fundición en el molde en la posición del diseño inadecuado.
4. El diseño de las bandas de vertido no logra el papel de la contracción complementaria completa.
5. La temperatura de colada es demasiado baja o demasiado alta.
Métodos de prevención y control:
1. Aumentar la temperatura de la herramienta de rectificado.
2. Ajustar el espesor de la capa de pintura, la pulverización de pintura debe ser uniforme, el desprendimiento de pintura y el revestimiento de maquillaje no pueden formar un fenómeno de acumulación local de pintura.
3. Calentamiento local del molde o aislamiento local con materiales adiabáticos.
4. Colocar bloque de cobre en la sección caliente, y llevar a cabo el enfriamiento localizado.
5. Diseñar disipador de calor en el molde, o acelerar la velocidad de enfriamiento local a través de agua, o rociar agua fuera del molde, rociar.
6. Utilizar bloques de refrigeración extraíbles, colocados en la cavidad por turnos, para evitar una refrigeración insuficiente del propio bloque de refrigeración durante la producción continua.
7. Diseñar el dispositivo de presurización en la contrahuella del molde.
8. El sistema de vertido debe diseñarse con precisión y debe seleccionarse la temperatura de vertido adecuada.
Agujero de escoria (Escoria fundida o escoria de óxido metálico)
Características:
Agujero de escoria es una fundición en los agujeros abiertos u oscuros, agujeros en todo o parcialmente lleno de escoria, forma irregular, pequeños puntos de escoria de flujo no es fácil de encontrar, la escoria se eliminará, presentando un agujero liso, generalmente distribuidos en la parte inferior de la posición de vertido, cerca del bebedero interior o fundición punto muerto, escoria de óxido se distribuye principalmente en una forma neta en la superficie de la fundición cerca del bebedero interior, a veces en forma de escama, o con arrugas en forma de nube irregular, o La formación de intercalario laminar, o a la existencia de un grupo de floculante en el interior de la colada, la fractura se rompe a menudo desde el intercalario, el óxido en el que es una de las causas fundamentales de la formación de grietas en la colada.
Causas de formación:
El agujero de escoria se debe principalmente al proceso de fusión de la aleación y el proceso de vertido (incluyendo el diseño del sistema de vertido es incorrecto), el molde en sí no causará agujero de escoria, y el molde de metal es una de las maneras eficaces para evitar el agujero de escoria.
Métodos de prevención y control:
1. Sistema de vertido ajustado correctamente o utilizar filtro de fibra de colada.
2. Utilizar método de vertido inclinado.
3. 3. Elegir la masa fundida y controlar estrictamente la calidad.
Grietas (grietas calientes. Grietas frías)
Características:
La apariencia de la grieta es de línea recta o curva irregular, la superficie de la fractura de la grieta caliente está fuertemente oxidada como gris oscuro o negro, sin brillo metálico, la superficie de la fractura de la grieta fría está limpia y tiene brillo metálico. Por lo general, las grietas externas de las piezas de fundición se pueden ver directamente, mientras que las grietas internas sólo se pueden ver con la ayuda de otros métodos. Las grietas suelen estar asociadas a la contracción. Las grietas se asocian a menudo con la contracción, la escoria y otros defectos, y se producen sobre todo en la fundición de esquinas agudas de la sección interior, gruesa y fina de la intersección, colada y colada conectada a la zona de la sección caliente.
Causas de formación:
La fundición de moldes de metal es propensa a defectos de grietas, porque el molde de metal en sí no tiene concesiones, la velocidad de enfriamiento es rápida, fácil de causar la fundición de aumentos de tensión interna, abierta demasiado pronto o demasiado tarde, el ángulo de vertido es demasiado pequeño o demasiado grande, la capa de recubrimiento es demasiado delgada, etc son propensos a causar la fundición de grietas, cavidades del molde en sí son propensos a las grietas cuando las grietas también conducen a grietas.
Métodos de prevención y control:
1. Se debe prestar atención a la artesanía estructura de fundición, de modo que el espesor de pared de fundición de partes desiguales de la transición uniforme, el uso de tamaño adecuado esquina redondeada.
2. Ajustar el espesor del revestimiento, en la medida de lo posible, para que las piezas de fundición para lograr la velocidad de enfriamiento requerida, para evitar la formación de demasiada tensión interna.
3. 3. Debe prestarse atención a la temperatura de trabajo del molde metálico, ajustar la inclinación del molde, así como el tiempo adecuado para extraer el núcleo agrietado, eliminar la fundición de enfriamiento lento.
Segregación en frío (mala fusión)
Características:
La segregación en frío es un tipo de a través de la costura o tienen un borde redondeado de la superficie de la costura, el medio está separado por la piel de óxido, no totalmente integrado, la segregación en frío es grave cuando el «undercasting». La segregación en frío se encuentra a menudo en la pared superior de la colada, superficies horizontales o verticales delgadas, juntas de paredes gruesas y delgadas, o en placas auxiliares delgadas.
Razones de la formación:
1. El diseño del escape del molde metálico no es razonable.
2. La temperatura de trabajo es demasiado baja.
3. Mala calidad de la pintura (artificial . Material).
4. Ubicación incorrecta de la abertura del bebedero.
5. 5. Velocidad de vertido demasiado lenta, etc.
Métodos preventivos:
1. Diseño correcto del bebedero y del sistema de escape.
2. Piezas de fundición grandes de paredes finas, la pintura no debe ser demasiado fina, una capa de pintura correctamente espesada favorece el moldeo.
3. Aumentar adecuadamente la temperatura de trabajo del molde.
4. Adoptar el método de vertido basculante.
5. 5. Utilizar vibración mecánica en el vaciado del molde de metal.
Ojo de arena (agujero de arena)
Características:
La formación de agujeros relativamente regulares en la superficie o en el interior de la pieza fundida, su forma y la forma de las partículas de arena, justo fuera del molde se puede ver en la superficie de la pieza fundida con incrustaciones de partículas de arena, desde donde se puede sacar las partículas de arena, una serie de agujeros de arena al mismo tiempo, la superficie de la pieza fundida tenía la forma de piel de naranja.
Razón:
Las partículas de arena que caen de la superficie del núcleo de arena son envueltas por el líquido de cobre y forman agujeros en la superficie de la pieza fundida.
1. La resistencia de la superficie del núcleo de arena no es buena, está quemada o no está completamente curada.
2. El tamaño del núcleo de arena no coincide con el molde exterior, y el núcleo de arena se aplasta cuando se cierra el molde.
3. El molde se sumerge en agua de grafito contaminada con arena.
4. La fricción del núcleo de arena entre el bebedero y el bebedero se lava en la cavidad con el agua de cobre.
Métodos de prevención y control:
1. La producción de núcleos de arena en estricta conformidad con el proceso de producción, comprobar la calidad.
2. El tamaño del núcleo de arena y el molde exterior es consistente.
3. La tinta debe limpiarse a tiempo.
4. Evite la fricción entre el paquete de fundición y el núcleo de arena.
5. 5. Limpie la arena de la cavidad del molde soplando cuando el núcleo de arena esté debajo.